
所有维护团队和工厂经理都不会,只通过一个KPI指标来跟踪和改善生产。多个不同维护指标和指标类别,能提供不同的信息,引导他们采取一些不同的改善行动方向。
这篇文章我们谈谈总的有效设备性能(即TEEP),以及维护团队如何将其与OEE、OOE一起使用,来改善公司的日程安排和产出。
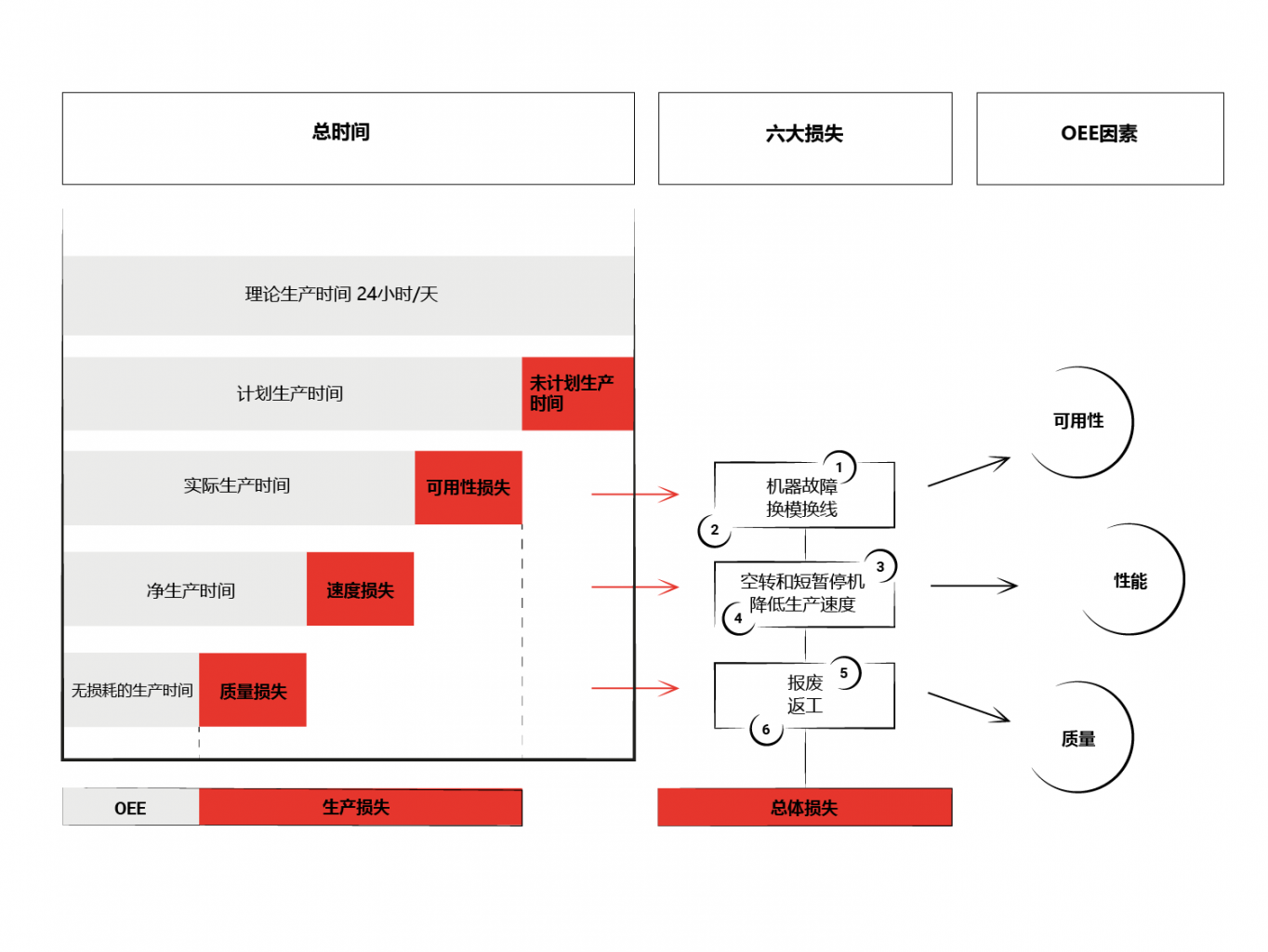
总的有效设备性能(以下简称为TEEP)与设备综合效率(OEE :overall equipment effectiveness)、整体运营效率(OOE: overall operations effectiveness)同属维护指标体系。这三个指标都将设备性能、质量和可用性纳入考虑范围,以衡量设备的整体性能。它们的不同之处在于如何定义可用性。
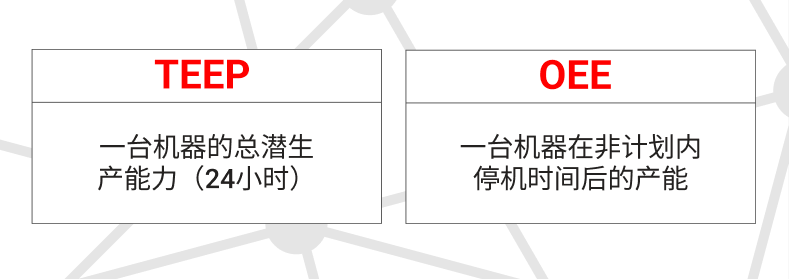
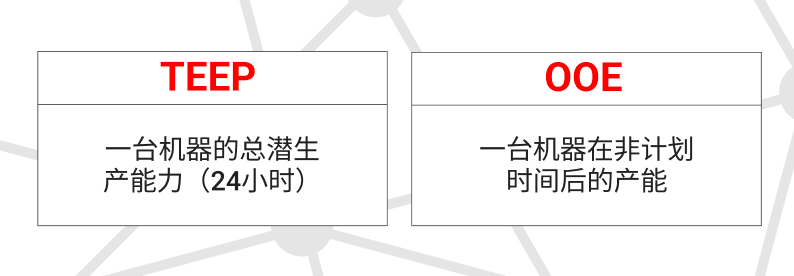
就其本质而言,TEEP衡量的是设备能力的总潜力。它将可用性定义为所有可用时间的函数,一年365天,一周7天,一天24小时。当计算TEEP时,我们会问:"如果没有计划安排的限制,我们可能会生产多少产品?"
TEEP的计算方法是将性能、质量和可用性相乘,其中:可用性被定义为当前生产时间除以所有可用时间。
例如,如果让一台机器每周7天每天24小时运行,而且它生产出的产品没有不良品,一次都没有停过,那么TEEP就是100%。如果同一台机器每天运行16小时而不停止,可用性将是67%(16小时除以24小时)。假设它还以90%的速度运行(性能),并在88%的时间内生产出完美的产品(质量)。该资产的TEEP将是53%(0.9 x 0.88 x 0.67)。
当然,没有任何一个工厂是按照一年365天、一天24小时的时间表运行的。所以TEEP相比其它家族中的指标要有用一些。
作为指标,TEEP与OEE的关系最为密切,我们先区分一下这两个指标。
TEEP衡量的是设备的潜在能力,而OEE衡量的是设备的当前生产力水平。OEE的计算方法与TEEP很相似,是将设备的可用性、性能和质量相乘,其中可用性的计算是设备的总运行时间除以该设备的计划生产时间。
OEE与TEEP的不同之处在于,它决定于当前生产计划的事实。
因为OEE是一个当前实时状态的指标,可以给生产团队和操作人员一个相当准确的数值参考,即他们的设备性能如何,以及如何通过对可用性、性能或质量的改变来提高产能。由于OEE与生产密切相关,它是许多设备实时监控的指标,以确定是否可以进行损失的改进。
OEE给我们一个最大生产能力的概念,而TEEP却说明发展业务的可扩展性。如果OEE很高,但TEEP很低,那么可以考虑增加或延长班次时间,可能的话安排周末也生产。
如果这两个指标都很高,可仍然不能满足需求,那么恭喜!我们的业务正在增长,需要增加新的生产线设备。
和OEE比较类似,OOE也是通过性能、质量和可用性相乘来计算,其中可用性被定义为实际生产时间除以运营时间。
操作时间包括设备的计划生产时间(如OEE),加上设备可能关闭的任何非计划时间。
我们已经掌握了这三个指标以及了解它们之间的区别,那如何一起使用呢。我们可以把这三个指标看作是一个大的系统,其中TEEP测量总的有效(或潜在)设备性能,OOE测量目前的设备性能,并参考到非计划时间,而OEE测量现在的所有情况。
计算TEEP可以回答这样的问题:"我们是否应该增加新的班次?在节假日期间生产是否值得?如果在周末生产,会发生什么?"
有些人把TEEP和OEE混为一谈。这种情况发生在停产期间的维护工作,没有被计入OEE。举个例子,在周末关闭的工厂,这段时间内进行设备维护。维护时间没有被计入生产时间,这时的OEE感觉很高。如果维护时间被算作计划内的停机时间,对OEE值就有一个非常不同的认识,我们可以认识实际能够达到的水平。
举个例子:假设机器每周生产5天,计算出的OEE为90%。有了这么高的OEE,就不购买任何新设备的情况下,增加产能会很简单。但是,如果利用周末的停机时间来进行设备维护呢?这些时间不能用于生产,但它会影响OEE,因为它没有被包括在计算工式中。
按照通常的方式计算OEE、OOE和TEEP,然后检查每个指标之间的差异。通过调查每个指标之间的差异,可以开始知道在哪里改变计划以提高产量。
我们可以一周有三天非常正常地运行设备,仍然会得到一个低的TEEP分数。但与OEE相比,可以看一下这个差值,然后做出相应的动作来提高OEE。
当性能、可用性或质量得到改善时,TEEP可以得到提升,当我们对如何在当前的生产计划下改善OEE没有想法时,它可能最有用。
TEEP可以作为一个标准,来对比目前如何规划工厂的生产计划。与OEE和OOE不同,它可以让我们了解设备有多少是闲置的。它的能力是有其局限性的,我们应该只跟踪并把这个指标放在有能力改变它的人面前。操作员没有办法影响TEEP,并且他们也不能安排自己多上一次班。
但当操作员、维护团队和工厂经理一起工作时,他们如何利用自己的指标(如维护的MTTR)来提高整个设备的生产能力就很清楚了。当这些职能部门能够在考虑到整个运营的实际情况和局限性的情况下,共同合作提高产能,工厂真正实现整体改善情况就开始出现了。
如果你想学习更多关于精益管理/精益生产/OEE解决方案,请关注我们的微信公众号: TEEPTRAK
公司名称: 亚游-亚游娱乐-注册登录站
手 机: 13800000000
电 话: 400-123-4567
邮 箱: admin@youweb.com
地 址: 广东省广州市天河区88号

